期刊VIP學(xué)術(shù)指導(dǎo) 符合學(xué)術(shù)規(guī)范和道德
保障品質(zhì) 保證專業(yè),沒有后顧之憂
 期刊VIP網(wǎng)
期刊VIP網(wǎng)
- 自動化
- 大盤卷電氣自動控制系統(tǒng)
期刊VIP學(xué)術(shù)指導(dǎo) 符合學(xué)術(shù)規(guī)范和道德
保障品質(zhì) 保證專業(yè),沒有后顧之憂
來源:期刊VIP網(wǎng)所屬分類:自動化時間:瀏覽:次
摘要: 詳細(xì)介紹了攀鋼集團(tuán)江油長城特殊鋼有限公司棒線材廠新增大盤卷項目的自動控制系統(tǒng),包括工藝流程、系統(tǒng)組成、卷取區(qū)設(shè)備的控制功能等。目前該系統(tǒng)已熱負(fù)荷試車成功,運(yùn)行穩(wěn)定、自動化程度高。
關(guān)鍵詞: 大盤卷; PLC; 卷取機(jī)
0 引言
本系統(tǒng)是攀鋼集團(tuán)江油長城特殊鋼有限公司
( 攀長特) 棒線材連軋生產(chǎn)線新增大盤卷工程,卷取區(qū)新增在冷床區(qū)出口,卷取區(qū)在整個生產(chǎn)線的 地位是至關(guān)重要的,這個區(qū)域自動化水平的高低, 直接關(guān)系到車間的產(chǎn)量和產(chǎn)品的質(zhì)量。本文以
2017 年 12 月投產(chǎn)的卷取區(qū)為例,介紹其自動控制系統(tǒng)及卷取區(qū)設(shè)備的主要功能。
本自動控制系統(tǒng)是由電氣傳動控制系統(tǒng)、基礎(chǔ)自動化控制系統(tǒng)( L1) 以及兩類通信網(wǎng)絡(luò)組成的并行運(yùn)算、集中管理、分散控制、資源共享的分布式控制系統(tǒng)。
1 控制工藝
盤卷區(qū)主要包含飛剪、夾送輥及轉(zhuǎn)轍器、卷取前夾送輥、活動導(dǎo)槽、螺旋管、加勒特卷取機(jī)、卸卷機(jī)、升降機(jī)、輥床、液壓潤滑等設(shè)備。
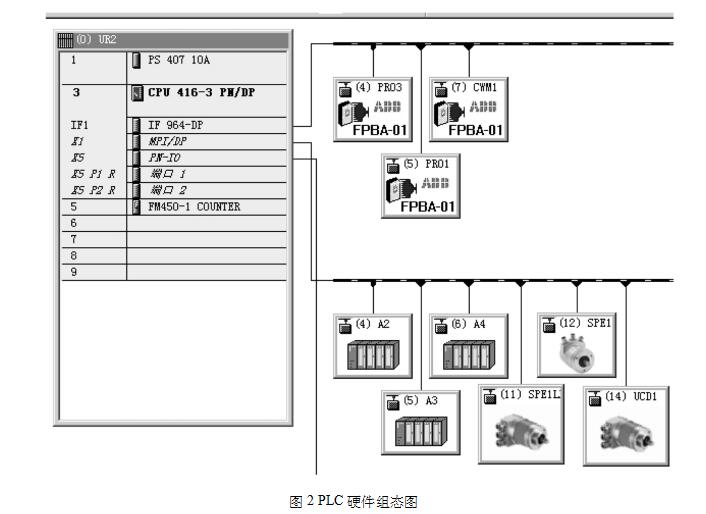
型號為 CPU 416-3PN / DP,針對基于 Profibus 網(wǎng)絡(luò)通信的全數(shù)字變頻裝置而設(shè)計的全數(shù)字化控制系統(tǒng)。基礎(chǔ)自動化系統(tǒng)與傳動系統(tǒng)之間完全通過網(wǎng)絡(luò)交換信息; 控制信息和系統(tǒng)狀態(tài)信息通過監(jiān)控網(wǎng)( Ethernet) 和分布式 I / O 網(wǎng)( Profibus) 交換。
2 控制系統(tǒng)設(shè)計
據(jù)卷取區(qū)生產(chǎn)工藝需要,系統(tǒng)采用可編程控制器 PLC( 采用 Siemens 公司 S7 系列 PLC) ,CPU
夾送輥夾送過程: 鋼的尾部脫離上游機(jī)架前夾送輥以設(shè)定的超前率運(yùn)行,此時對轉(zhuǎn)矩進(jìn)行限 幅; 鋼的尾部一旦脫離上游機(jī)架,夾送輥按級聯(lián)速度運(yùn)行( 不帶超前率) ,并且打開轉(zhuǎn)矩限幅,實現(xiàn)夾送功能。當(dāng)生產(chǎn)大規(guī)格的時候,由于鋼卷較重,鋼 卷離開上游軋機(jī)后和卷取機(jī)具有同步加速功能, 以確保盤卷尾段順利進(jìn)入卷取機(jī)。
遠(yuǎn)程 I / O 系統(tǒng)選用西門子 ET200M 系列產(chǎn)品,開關(guān)量輸入輸出模塊選用 32 點(diǎn) DI / DO 模塊。接口模塊選用 IM153-4,用于與現(xiàn)場總線的連接。設(shè)置 3 套人機(jī)監(jiān)控接口系統(tǒng)。
PLC 控制系統(tǒng)編程軟件選用 Siemens Step7 V5. 5 SP3。HMI 系統(tǒng)操作軟件采用 Windows 7。人機(jī)接口監(jiān)控系統(tǒng)編程軟件選用 Siemens WinCC
3 控制功能及控制方式
盤卷區(qū)主要控制功能如下:
( 1) 卷取前夾送輥控制
卷取前夾送輥位于活動導(dǎo)槽末端,主要用于保證連軋區(qū)的來料速度恒定,以保證穩(wěn)定卷取,從而取得理想的卷形,生產(chǎn)過程中采取全程夾送模式。
( 2) 活動導(dǎo)槽和螺旋管控制過程中,卷取板上的開槽能夠通過卸卷裝置伸出活動導(dǎo)槽起到支撐夾送輥的作用,將棒料導(dǎo)入升降螺旋管中,接鋼時跟隨螺旋管同步升降。升降螺旋管,主要對棒料進(jìn)行預(yù)彎,并隨轉(zhuǎn)桶內(nèi)鋼的高度上升而上升,起到優(yōu)化卷形的作用。活動導(dǎo)槽和升降螺旋管在正常過鋼時處于同步模式,升降螺旋管為主,活動導(dǎo)槽跟隨升降螺旋管而升降。
開始時升降螺旋管位于轉(zhuǎn)桶內(nèi),和活動導(dǎo)槽 同時在低位,過鋼過程中活動導(dǎo)槽跟隨升降螺旋 管按設(shè)定速度上升。當(dāng)鋼的尾部進(jìn)入轉(zhuǎn)桶內(nèi)后, 導(dǎo)槽和螺旋管迅速上升到高位,螺旋管旋轉(zhuǎn)到離 線位,等待轉(zhuǎn)桶內(nèi)的鋼卸走后螺旋管旋轉(zhuǎn)到在線 位,活動導(dǎo)槽和升降螺旋管下降至低位,等待下一 根鋼的到來。兩者的同步是該區(qū)域的接鋼關(guān)鍵,程序中做失步判斷,當(dāng)小范圍失步時,落后的設(shè)備要啟動加速功能,如果失步較大,容易引起堆鋼事故時,啟動碎斷剪進(jìn)行碎斷。
( 3) 加勒特卷取機(jī)控制
卷取機(jī)包括轉(zhuǎn)桶和卷取板兩部分,主要完成卷取功能。轉(zhuǎn)桶定位要實現(xiàn)轉(zhuǎn)桶停止后,在卷取板上升的 3 個拖臂,滿足定位精度在 ± 1°。轉(zhuǎn)桶速度給定: 為了改善卷形,在集卷過程中轉(zhuǎn)桶的速度要按照一定的三角波進(jìn)行周期性振蕩( 如圖 3 所示) 。在 HMI 上設(shè)定振蕩的高速和低速,程序根據(jù)該品種鋼的直徑和出口機(jī)架速度,產(chǎn)生對應(yīng)的三角波,將速度指令傳給變頻裝置。在 HMI 上可以設(shè)定 T1 為加速減速時間、T2 為最小速度等待時間、T3 為最大速度等待時間。
( 4) 卸卷機(jī)控制
卸卷裝置的作用在于將卷取板上的盤卷移送到升降機(jī)位置進(jìn)行卸鋼。
卸卷裝置有 2 個工位: 取卷位、卸卷位( 升降
4 結(jié)束語
2017 年 12 月,攀鋼集團(tuán)江油長城特殊鋼有限公司棒線材連軋生產(chǎn)線新增大盤卷工程順利通過了熱負(fù)荷試車。該工程卷取區(qū) PLC 控制系統(tǒng)設(shè)計合理,應(yīng)用效果很好,為國內(nèi)大盤卷生產(chǎn)線的系統(tǒng)設(shè)計提供了有益的參考。