期刊VIP學(xué)術(shù)指導(dǎo) 符合學(xué)術(shù)規(guī)范和道德
保障品質(zhì) 保證專業(yè),沒(méi)有后顧之憂
 期刊VIP網(wǎng)
期刊VIP網(wǎng)
- 工業(yè)設(shè)計(jì)
- 薄板熱處理裝置的快速加熱控制原理及實(shí)現(xiàn)
期刊VIP學(xué)術(shù)指導(dǎo) 符合學(xué)術(shù)規(guī)范和道德
保障品質(zhì) 保證專業(yè),沒(méi)有后顧之憂
來(lái)源:期刊VIP網(wǎng)所屬分類:工業(yè)設(shè)計(jì)時(shí)間:瀏覽:次
摘要: 加熱和冷卻處理是改變冷軋帶鋼物理性能的關(guān)鍵技術(shù)。采用加熱冷卻裝置進(jìn)行離線工藝模擬是提前掌握新開發(fā)鋼種加熱冷卻處理工藝參數(shù)的重要途徑。本文介紹了一種薄板熱處理試驗(yàn)裝置的加熱方法,重點(diǎn)介 紹了不同厚度、不同速率下的加熱電流計(jì)算與 PI 閉環(huán)控制方法,實(shí)現(xiàn)了薄板快速加熱過(guò)程中溫度精確控制,同時(shí)也說(shuō)明該控制方法是可行的。
關(guān)鍵詞: 加熱原理; PI 閉環(huán)控制; 電阻率; 比熱容; 加熱速率
0 引言
目前,冷軋帶鋼已成為市場(chǎng)上競(jìng)爭(zhēng)力較強(qiáng)的一種產(chǎn)品,如何提高帶鋼的性能就成為競(jìng)爭(zhēng)優(yōu)劣的一個(gè)重要指標(biāo),所以通過(guò)試驗(yàn)對(duì)帶鋼在各種不同的工藝條件下的性能進(jìn)行分析,分析出來(lái)的性能優(yōu)質(zhì)產(chǎn)品最終投入實(shí)際生產(chǎn)之中,增強(qiáng)市場(chǎng)競(jìng)爭(zhēng)力,為企業(yè)創(chuàng)造利潤(rùn)。
對(duì)冷軋帶鋼進(jìn)行快速加熱處理,可以改變退火后帶鋼的晶粒尺寸及組織分布,從而改變帶鋼產(chǎn)品的最終性能,為此,國(guó)內(nèi)外對(duì)試驗(yàn)裝置帶鋼的快速加熱方法也進(jìn)行了大量研究,主要集中在直接通電加熱技術(shù)上,但這些試驗(yàn)裝置存在的缺點(diǎn)就是薄板尺寸小或者表面質(zhì)量差等,在同一塊薄板上只能對(duì)單獨(dú)一種性能進(jìn)行評(píng)價(jià),影響薄板性能評(píng)價(jià)結(jié)果。本文介紹的快速熱處理裝置同樣為直接通電加熱方式,但采用氮?dú)錃怏w作為保護(hù)氣氛使薄板保持表面的光亮,另外在薄板尺寸上也 進(jìn)行了適當(dāng)?shù)姆糯螅稍谕粔K薄板上完成橫切、縱切、45°斜切取樣,在同一個(gè)工藝條件下同一塊薄板上進(jìn)行產(chǎn)品各方面性能進(jìn)行評(píng)價(jià),增加了評(píng) 價(jià)結(jié)果的可靠性。
1 加熱簡(jiǎn)介
1. 1 電源拓?fù)浣Y(jié)構(gòu)
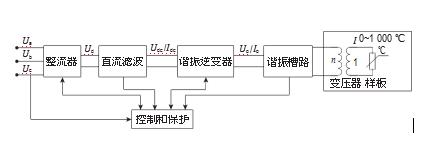
薄板加熱采用串聯(lián)式 IGBT( Insulated Gate Bi- polar Transistor) 感應(yīng)加熱電源設(shè)備,整流器采用三相橋式晶閘管全控整流電路,直流側(cè)采用電容濾波以滿足串聯(lián)諧振逆變器的工作要求,逆變器采用大功率單相 H 橋IGBT 逆變結(jié)構(gòu),槽路為串聯(lián)諧振結(jié)構(gòu)。由于電壓型逆變器的過(guò)流問(wèn)題保護(hù)非常關(guān)鍵,故還必須采用穩(wěn)定可靠的電流保護(hù)電路,才能保證逆變器的安全可靠運(yùn)行,拓?fù)浣Y(jié)構(gòu)如圖 1 所示。Ua、Ub 、Uc—三相電源;Ud—直流測(cè)電壓;Udc—直流電壓;Idc—直流側(cè)電流;Uo—逆變側(cè)電壓;Io— 逆變側(cè)電流;I—樣板加熱電流。
1. 2 加熱原理
圖 1 串聯(lián)型 IGBT 感應(yīng)加熱電源的拓?fù)浣Y(jié)構(gòu)
比回路中其他組件大,電壓降主要集中在薄板上,加熱薄板使用普冷低碳鋼板,薄板加熱采取中頻感應(yīng)電流電阻加熱方式,即加熱變壓器的副邊通過(guò)母排與薄板形成短路狀態(tài),由于薄板電阻從而導(dǎo)致薄板被快速加熱[1],如圖 2 所示。通過(guò)兩個(gè)固定夾鉗固定薄板,夾鉗連接導(dǎo)電母排并起 到導(dǎo)電的作用,電流的大小反應(yīng)加熱速率的大小,電阻率是用來(lái)表示各種物質(zhì)電阻特性的物理量,電阻率由導(dǎo)電材料的電學(xué)性質(zhì)決定,與導(dǎo)體的長(zhǎng)度、橫截面積等因素?zé)o關(guān),受溫度影響較大。
2. 2 比熱容 Cp
比熱容,指單位質(zhì)量的某種物質(zhì)升高或下降單位溫度所吸收或放出的熱量,比熱容越大,物體的吸熱或散熱能力越弱,不同溫度下的比熱容[3] 如表 2 所示。
在 PLC 中編寫分段線性化程序,設(shè)當(dāng)前溫度段初始比熱容為 CP0 ,斜率為 k,則不同溫度下的比熱容為:
CP = kT + CP0 ( 2)
將不同溫度下的比熱容進(jìn)行線性處理,得出比熱容隨溫度的變化曲線如圖 4 所示。
2. 3 加熱電流計(jì)算
薄板加熱采取中頻感應(yīng)電流直接電阻加熱方
表 2 不同溫度下的比熱容
溫度/ ℃比熱容/ (kJ / ( kg·℃ ) )溫度/ ℃比熱容/ (kJ / ( kg·℃ ) )溫度/ ℃比熱容/ (kJ / ( kg·℃ )能量等因素的影響,單純的依靠理論計(jì)算電流來(lái)控制加熱過(guò)程,顯然還是不夠的,故在此引入 PI
2. 4 熱電偶溫度信號(hào)采集
薄板熱處理是通過(guò)加熱、均熱、冷卻的方法, 來(lái)改變薄板的內(nèi)部組織結(jié)構(gòu),從而改善薄板性能 的一種工藝,整個(gè)熱處理的過(guò)程都是圍繞著薄板 溫度而展開,溫度曲線也是整個(gè)熱處理過(guò)程控制 的唯一指標(biāo)。
熱處理裝置加熱速度可達(dá) 300 ℃ / s,溫度信號(hào)采集的實(shí)時(shí)性對(duì)加熱過(guò)程控制起決定性作用,本熱處理裝置中薄板熱電偶信號(hào)通過(guò)快速熱電偶可編程信號(hào)轉(zhuǎn)換器將熱電偶信號(hào)轉(zhuǎn)變成 4 ~ 20 mA 電流信號(hào)接入西門子快速 AI 模塊,通過(guò)工業(yè)以太網(wǎng)接口模塊 IM153-4 將快速 AI 模塊以 Profinet 通信方式與 WinAC 軟件 PLC 進(jìn)行實(shí)時(shí)通信,實(shí)現(xiàn)快速實(shí)時(shí)的溫度信號(hào)采集。
2. 5 PI 溫度閉環(huán)控制
PI 調(diào)節(jié)器是一種線性控制器,它根據(jù)設(shè)定值與實(shí)際值構(gòu)成控制偏差,將偏差的比例( P) 和積分( I) 通過(guò)線性組合構(gòu)成控制量,對(duì)被控對(duì)象進(jìn)行控制。
薄板計(jì)算電流的準(zhǔn)確性直接關(guān)系到快速加熱溫度控制的精確度,但實(shí)際中由于薄板參數(shù)、輻射
調(diào)節(jié)器與計(jì)算電流疊加在一起共同輸出來(lái)保證薄板加熱過(guò)程溫度的精確控制。
PI 溫度閉環(huán)[4]控制包含兩個(gè)參數(shù),其中溫度設(shè)定值通過(guò)主 PLC 給定,溫度實(shí)際值通過(guò)焊接在薄板上的熱電偶采集,兩者偏差值作為被控對(duì)象進(jìn)行控制得到 PI 調(diào)節(jié)器輸出電流值為:
由此可得出電源最終應(yīng)輸出電流為:
Idc = Is + Ipi ( 8)
式中: Idc 為電源輸出電流。
Idc 作為最終的電流輸出通過(guò)快速模擬量輸出
模塊以硬接線的方式送給感應(yīng)加熱主接口板進(jìn)行控制。
2. 6 薄板加熱試驗(yàn)
對(duì)三種不同厚度的薄板進(jìn)行不同速率的加熱,在西門子 WINCC( Windows Control Center) 軟件中以 20 ms 的周期對(duì)薄板的設(shè)定溫度與實(shí)際溫度進(jìn)行采樣,得出升溫曲線如圖 5 所示。
3 結(jié)束語(yǔ)
從試驗(yàn)結(jié)果可以看出,本文中介紹的快速熱
處理試驗(yàn)裝置實(shí)現(xiàn)了薄板快速加熱過(guò)程中溫度的 精確控制,為快速加熱環(huán)節(jié)提供了保證。薄板快 速熱處理試驗(yàn)裝置提供了一個(gè)很好的試驗(yàn)平臺(tái), 我們也在不斷的進(jìn)行大量不同工藝下薄板的快速 熱處理模擬試驗(yàn),同時(shí)在快速熱處理新工藝的探 索上也取得了豐碩的成果,為今后的快速熱處理 產(chǎn)線提供了工藝基礎(chǔ)。
參考文獻(xiàn):
[1]駱宗安,蘇海龍,張殿華,等. 金屬材料快速加熱方法的研究與實(shí)現(xiàn)[J]. 東北大學(xué)學(xué)報(bào): 自然科學(xué)版,2004,25 ( 4) : 356.
[2]《機(jī)械工程材料性能數(shù)據(jù)手冊(cè)》編委會(huì). 機(jī)械工程材料性能數(shù)據(jù)手冊(cè)[M]. 北京: 機(jī)械工業(yè)出版社,1994.
[3]譚真,郭廣文. 工程合金熱物性[M]. 北京: 冶金工業(yè)出版社,1994.
[4]徐偉,張宏義,于宏波. 中頻加熱溫度閉環(huán)控制技術(shù)[J].機(jī)械工人( 熱加工) ,2003( 11) : 40. [編輯: 張朝發(fā)]